レポート募集
第1回
第2回
第3回
第4回
第5回
第6回その1
第6回その2
第6回その3
第7回
第8回
第9回
|
平成19年11月28日 寺田本家取材
第6回 生命が喜ぶ本物の酒造り(2/3)
人の役に立つ酒・百薬の長を作ることが自分のテーマです!
【醗酵すると腐らない/電子不足が腐敗を起す】
筑波大学の橘さんと出会って、“これらは「静電三法」、「相似象」にでていますよ“といわれて初めて電子技法が「静電三法」、「相似象」を基にできたものだと知ったわけです。その後3年間位、筑波大学の橘さんと数人で相似象勉強会を開くようになったのですが、橘さんもこれまで生徒に、植物を育てるには窒素、燐酸、カリと教えていたが、実はそうではない・・・・・・と。
このカタカムナに出会って、目からウロコが落ちた・・・・いままで生徒に教えてたことが間違っていたといわれていました。楢崎さんは、「見える世界と、見える世界とは別の潜象の世界とが一つになってできているのが全てのもの、物体、生命である。それを、見えるものだけを追いかけていったところに今の科学の大きなミスがあった」と言っておられたが、自分もそうなんだなー、自分も大きなミスを繰り返し、何とか多く儲かる方法とか、売上を上げることばかりを考え、見えるものだけを追っかけてきたための大きなつまずきがあったのだと思います。
まあ、つまずきがあったために、今日のこういう出会いがあった訳ですが・・・・・・・。

熱く語る寺田啓佐さん
|
|
Q:自分の身体が腐りはじめて、初めて菌が醗酵する方向なのか、腐敗する方向なのかの違いに気づかれたんですね?
A:実は20年以上前に造り酒屋の経営そのものが傾いて、借金も多く膨らみ、これ以上やっていけないということで、経営の建て直しに居酒屋、日本蕎麦屋さんを始めたのですね。しかし、経営が悪化していき、さらに悪いことには、自分の直腸が腐る病気になり2度ほど手術したんです。その時、「腐るとは何なのかしら?」、「生きるとはどういうことなのか?」、「人間とはどういう生き物なのかしら?」というものを入院している中で、模索していたんです。そんなことから、出会うべきしてこの電子に出会ったのだろうと思います。
電子に出会った時に、「電子って一体なんですか?」と尋ねると、説明に来た人は「磁場を高めるんですよ!」といわれる。「磁場を高めるとは何ですか?」と聞くと、「環境を整えるんです!」というわけですよ。・・・・・・・・「磁場を高める、環境を整えるとは一体何なんだ・・・・」と。
|
そのうちに見えない場が私たちに大きな影響を与えること、自分が腐ってきたのは、“ケカレチ”という劣勢生育地が大きな問題を起こしていたこと。その反対に“イヤシロチ”という優勢生育地があって、腐らない、醗酵する場なんだということが判ってきて、やがて、「醗酵すると腐らない」ということが判ってきたんです。
醸造学の先生に「醗酵すると、どうして腐らないのですか?」と尋ねると、「当たり前ですよ。だって、醗酵してるんだから腐るわけないでしょ!」と訳の分からないことを言うんですね。その内、楢崎さんの「静電三法」に出会う中で、電子不足が腐敗を起すということが判ってきたんですね・・・・・自分のお腹の中が腐ったのも、結局、電子不足からきているのだなーとわかった。目からウロコでしたね。
様々な人がいろんなことを言って、(電子不足とはいってないんですが、)色々なことが分かってくる中、その内のお医者さんが「病気の原因は活性酸素だよ」と言われだしたのです。(今では当たり前のように言われてきましたが)活性酸素というのは、我々が生活している以上、物を食べると空気を吸ってエネルギーができる、エネルギーができると同時に活性酸素も生まれる。これは、いやおうなしに生まれてくるそうなんですけどね、これが不自然な生き方、暮らし方をすることによって活性酸素がどんどん増えてくる。この増えてきた活性酸素は電子の少ない酸素のために、どこからか電子を奪って安定しようとする。反対に奪われたモノは電子不足になる。その奪われた電子不足のモノというのは細胞であったり、血液であったりするわけですが、要はそれらが腐ってくるということなんですね。腐ってくるというのは、酸化する、さびる、病気になるということでもあり、これは癌化ともいう。動脈硬化もそうです。全ての病気の原因というのは電子不足であるということなんです。
|

寺田本家で作られた様々な自然酒
|
|
その電子不足を補うためにイヤシロチという場が重要な鍵になってくるわけですが、イヤシロチというのは、醗酵しやすい場であり、我々、醗酵に携わるものにとっては醗酵場というのは非常に重要な鍵になっていまして、早速、“静電三法”に基づく電子の技術を色々なところに使い始めたんです。
すると、普通のお酒屋さんが首をひねるようなことが起きてきたんです。「通常では、こんなことをしてたんではお酒にならないで腐っちゃう!」というようなことが・・・・・というのも、うちの蔵では炭素埋設や空気清浄器のお陰で醗酵場ができているために、腐敗しづらくなっているんだと思います。通常の造り酒屋では、とっくに問題になるということが次々と起きているんですよ。醗酵場というのは、「静電三法」に基づく電子の技術だけではなくて、楢崎さんもきっとおっしゃりたかったんでしょうけど、造り手の“言葉”や“意識”によってもイヤシロチに大きく係わり、影響を及ぼすと考えています。また、自然から離れたモノを使うことによって、イヤシロチがケカレチ化してしまうということもありますね。
|
カタカムナでも“マノスベシ”(天然自然の運行)という言い方をしているんですけど、天地自然の理に添ってすればいいのですが、人間脳、“サヌキ”とも言いますが、それを使うことによって醗酵しづらくなっていく、イヤシロチが崩れていくということがあるのかも知れないですね。とにかく同業の方も不思議がっていますよ。
Q:同業の方もこの地域にはたくさんいらっしゃいますよね。 |
A:そうなんですけど、造り酒屋はどんどん、どんどん減ってきて、これまで日本全国に4,000軒あった造り酒屋が今では2,000軒になり、5年後位の間には1,000軒を割るんじゃないかといわれています。日本酒の需要は昭和49年から下がり出して33年間も下がり続けている状況ですね。周りの人は、「地酒ブームがあったでしょ!」、「吟醸ブームがあったでしょ!」といわれるんですが、毎年下がり続けているんですね。
そんな中でも、うちの酒蔵では世間の状況とは裏腹に、どんどん面白いお酒が誕生しまして、ファンも増えて、売上も増えて・・・当時、会社も腐り、身体も腐ってきたのが、いつしか蘇ってきたという不思議な現象がおきてきたんですね。
これも、基を正せば楢崎さんのお陰ですけどね。まさに、見えない大きな力が働いているということですよね。先ほどの話で、これまで、見えるものだけを追っかけてきたけれども、見えないものが本質の世界だということを腹に落とし、発想の転換をするということが大事です。ただ、テクニックとしてはやれるかもしれないけど、本当に腹の底から生まれ変わらないとダメだということです。それほど、自分は命を懸けて、この“醗酵道”を世に問いかけていかなくちゃいけないと思っております。
|
|

蔵人達による「もとすり歌」が蔵に響く
|

発芽玄米でできた甘酒の素

寺田本家酒蔵
|
|
Q:でも、われわれは良いお酒を求める側ですから、この本をそれぞれの筋に読んでいただき、これが本来のお酒だ。本来のお酒をみんなで造ろうという世論が起こっても良いのではないでしょうか。
A: そうなんですね。世界中で自分が飲む酒を自分でできない国は、どうも日本くらいだけらしいですよ。自分が、自分で造ってみて初めて百薬の長が生まれるだと思っています。
自分で造る酒をこんな風にして、自然の、まさにマノスベシで作ったら、ひとりでに健康を癒すものになってくれる。そうしたら、今、国が抱えている医療費が右肩上がりにどんどん上がるという大きな問題も解決していくんじゃないでしょうか。また、皆さんが困っている生活習慣病とか、大人だけの問題ではなく、子供達にも波及しているアレルギー疾患とかの問題も解決していくんじゃないかと考えたんです。
NHKの“ためしてガッテン”でやっていたのですが、アレルギー疾患の原因が、清潔のし過ぎだということなんですね。清潔のし過ぎというのは、まさにお腹の中をケカレチ化してしまうことで、菌のバランスを崩していっちゃうことだったんですよ。
お腹の中には細胞の数より多い100兆個の細菌がいますが、ある先生に言わせると腸内細菌は最低でも100兆個の10倍はいるということなんです。その菌には乳酸菌とかの良い菌だけではなく、毒素を作っている大腸菌もウエルシュ菌もいる。これを叩きのめしてしまえばいいじゃないかというのではなくて、このような菌も場を整えるには重要な働きをしているということを認識しなくてはいけない。例えば大腸菌がお腹の中からいなくなったら生きてはいけない。ためしてガッテン”では、いろんな菌が係わることによって体が良くなっていき、治癒力(免疫力)を高めていくんだといっていましたね。つまり、いろんな多種多様なものが集まり作り上げたものが、ひとりでに生理活性化され元気にしてくれる。お腹の中から作り上げていくということなんですね。
|
現代人は、要らないものを切り捨てて、例えば悪玉菌などというものを寄せ付けないようにしようとして、どんどんおかしなことになってきちゃったんですよね。たくさんの菌が加われば加わるほど、つまり受け入れる力(寛容力)が多ければ多いほど免疫力が上がり人体のバランスを整えるということになるわけですから。
Q:また、人間は生きているつもりだけれども、実は腸内細菌によって生かされているというふうに考えた方がいいようですね。
A:そのまま食べ物が血液の中に直接入っていくということはない訳ですから、菌がいい意味で発酵して栄養分に変えていって、ある意味、人間は菌のおしっこやウンチで育っているのかも知れませんね。お酒もある意味同じことじゃーないですかね。
この後、酒蔵にご案内いただき、実際の酒づくりを見学させていただいた。
【日本酒とは】
日本酒はお米をアルコール発酵させて造る醸造酒のことです。穀物のアルコール発酵とは酵母が糖分を食べて、主にアルコールと炭酸ガスを出すということです。ところがお米は糖分を含まないので、そのままでは発酵しません。まず原料となる米を蒸して麹(こうじ)を造り、この麹が米のデンプンを糖化させ、それを酵母の力でアルコール発酵させるということになります。
このように日本酒は「麹菌」と「酵母菌」という2種類の微生物を筆頭にその他たくさんの微生物達がそれぞれの使命を果しながら、それぞれの生命が結び合って、生まれてくるのです。人は微生物達の声を聞きながら、うまく手助けをしていくことによっておいしく、体に優しいお酒をいただくことができるのです。
|
1.仕込み水
仕込水は蔵内の井戸からくみ上げた地下水に電子をチャージして分子集団の小さな電子水にしてから使用しています。微生物たちの生命力を高めることができます。
電子水のタンクの中です。中心には備長炭を詰めた電極が沈められています。→
|
|

|
2.蒸米造り(むしまいづくり)
原料米の栽培から考え、命を大切にするため、無・低農薬米を使用しています。まず「玄米」を精米することから始まります(まったく精白をしない「玄米酒」もあります)。精米した米は洗米をして水に浸漬します。吟醸酒や大吟醸酒ではこの工程が大きく影響してくるので人手を使い秒単位で作業をします。そして大きな甑(こしき)で蒸して「蒸米」にします。蒸しあがったお米は炊飯に比べると硬くぽろぽろとした感じです。
 |
|
 |
直径2m位の甑で蒸しています。すごい蒸気! |
|
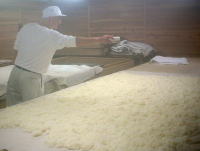
甑からスコップで掘り出した熱い蒸米を竹のサナに広げて冷まして、微生物達に快適な温度にします。
|
|
 |
|
 |
泡の拡大図です。酵母の集合体です。泡とともに、蔵の中は良い香りでいっぱいになります。 |
|
醗酵の最盛期で、盛んに泡が立っています。このままだと泡が吹きこぼれてしまうので「泡消し器」を回しています。
|
|
6.上槽(搾り)
仕込みを終えたもろみは、圧搾して新酒(生原酒)と酒粕に分けられます。搾りたての生酒はコハク色をしていて、炭酸ガスが残り、しゅわっとした口当たりが新鮮です。麹の香りも強く残っています。その後、ろ過、火入れ(殺菌)を経た上で貯蔵されます。生もと造りによるお酒は酸が強いため1年程熟成させ、味のバランスが取れた頃出荷されます。
 |
|
 |
ヤブタ式油圧圧搾機です。 |
|
搾りたてのお酒が滴り落ちてきました。琥珀色のお酒は原酒なのにとてもやわらかい口当たりです。
|
|
その3へ
|
|